















产品详情
工业冷水机组是化工生产过程中关键的温控设备,专为化工设备冷却场景设计,通过高效制冷系统为反应釜、换热器、分离装置等核心设备提供稳定的低温冷却介质(如冷冻水、乙二醇溶液等),确保化工反应、物料处理、精馏提纯等工艺在适宜温度下高效运行。产品采用工业级核心部件,具备防爆、防腐、耐高压等特性,适配化工行业严苛工况,是提升化工生产安全性、稳定性与能效比的理想选择。
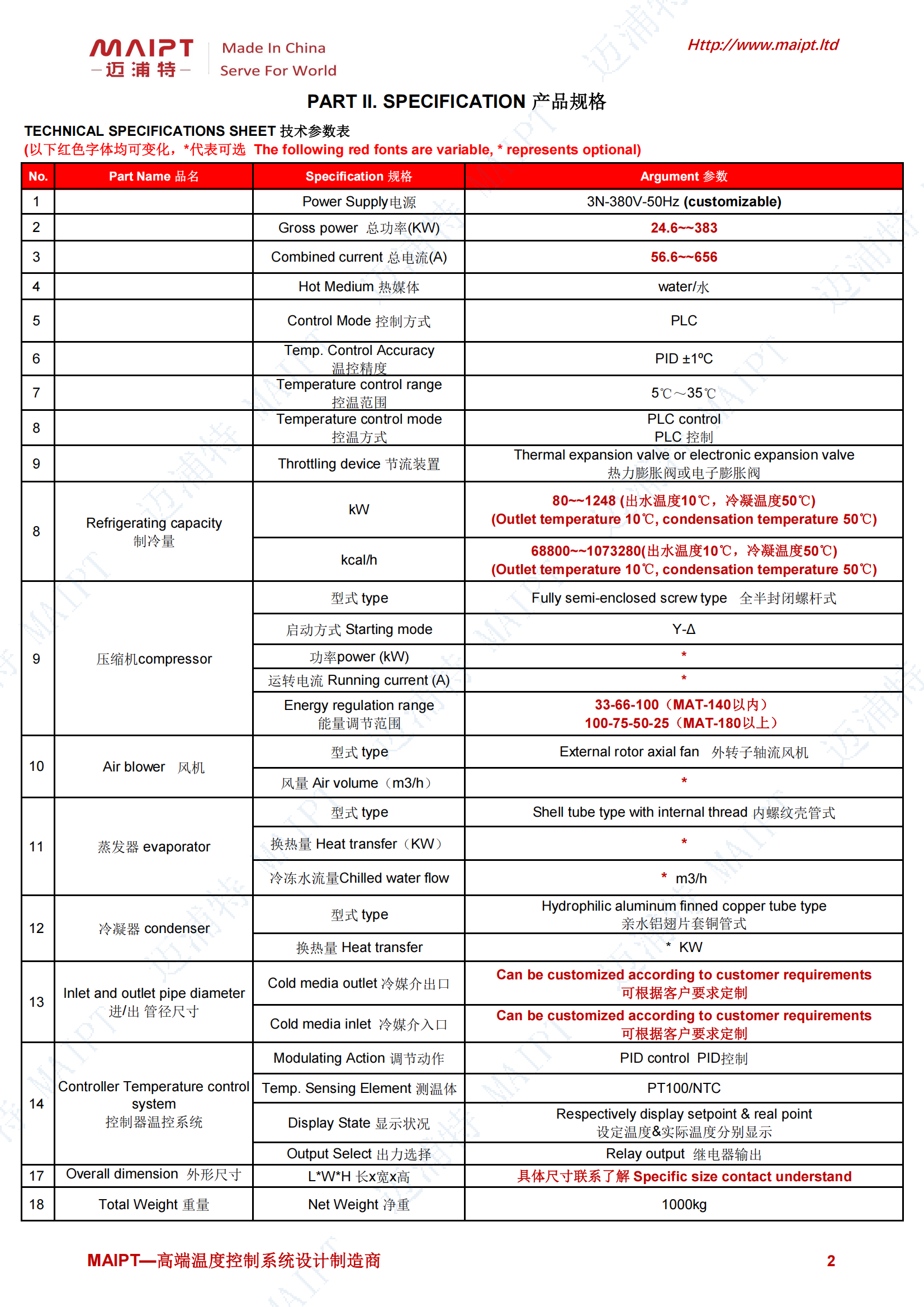
•高效制冷系统:搭载知名品牌螺杆式/涡旋式压缩机,配合高效冷凝器、蒸发器及环保制冷剂(R134a/R410A等),制冷量覆盖50kW-2000kW,低能耗更省成本。
•精准控温能力:配备PLC智能控制系统+高精度温度传感器,支持±1℃的恒温调节,实时监测冷却介质流量、压力、温度,动态调整输出,满足化工反应对温度波动的严苛要求。
•工业级防护设计:
•防爆:针对化工车间易燃易爆环境(如溶剂蒸汽、可燃气体),机身采用防爆接线盒、隔爆电机,杜绝电气火花风险;
•耐腐材质:换热器、管路采用304/316L不锈钢或环氧树脂涂层,抗酸碱盐腐蚀,适应化工腐蚀性介质环境;
•耐高压结构:机组设计压力适配化工高压冷却场景,确保长期稳定运行。
2. 定制化服务
支持根据化工产线需求定制:
•冷却介质(详见技术规格书)、流量(详见技术规格书)、温度(详见技术规格书);
•安装方式(落地式/撬装式/集装箱式),适配车间空间限制;
•功能扩展(如余热回收、远程监控、多机联控),满足智能化工厂需求。
3. 安全与售后
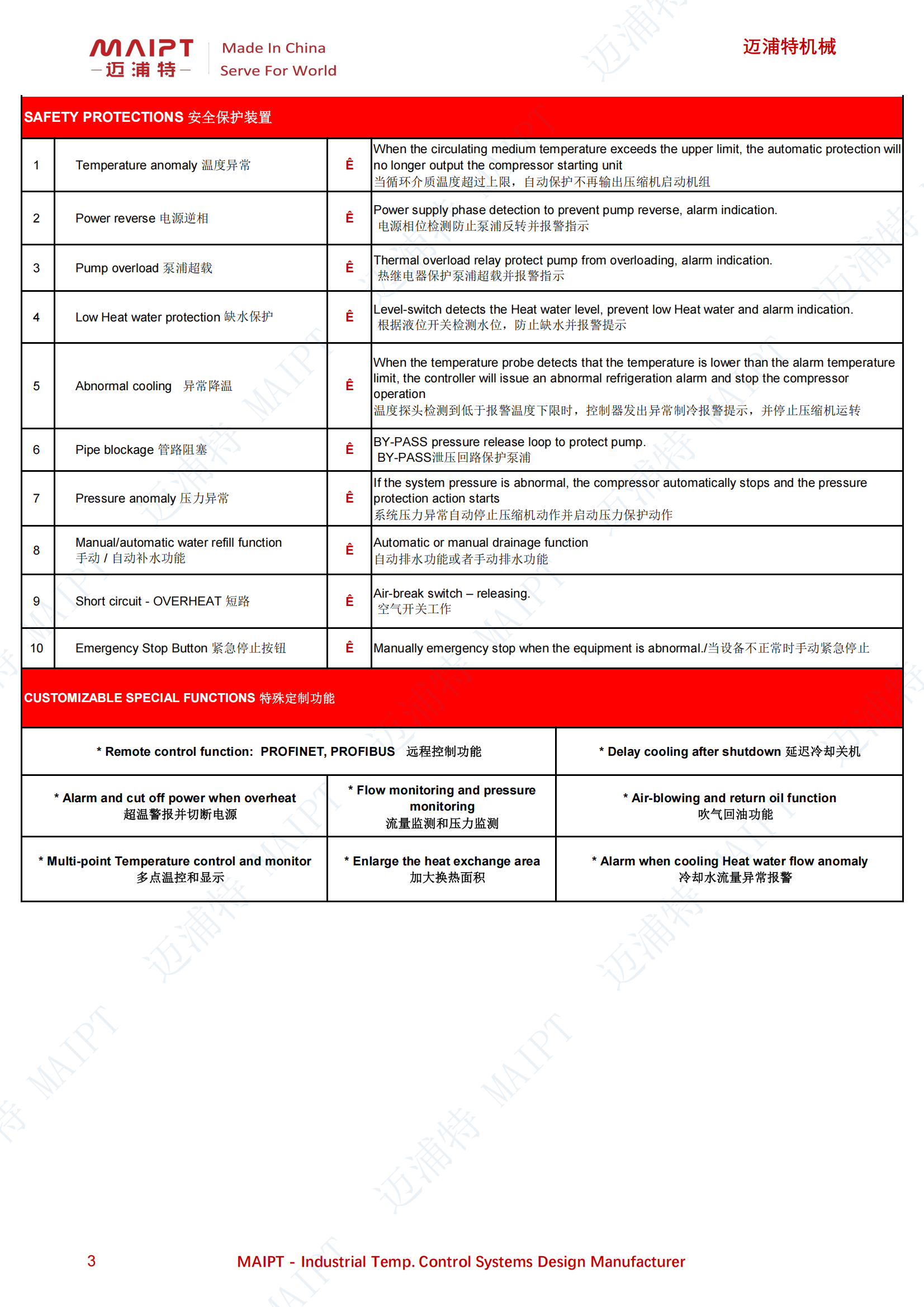
•多重保护:过载、过热、低压/高压、防冻、缺相逆相保护,故障自动报警并停机;
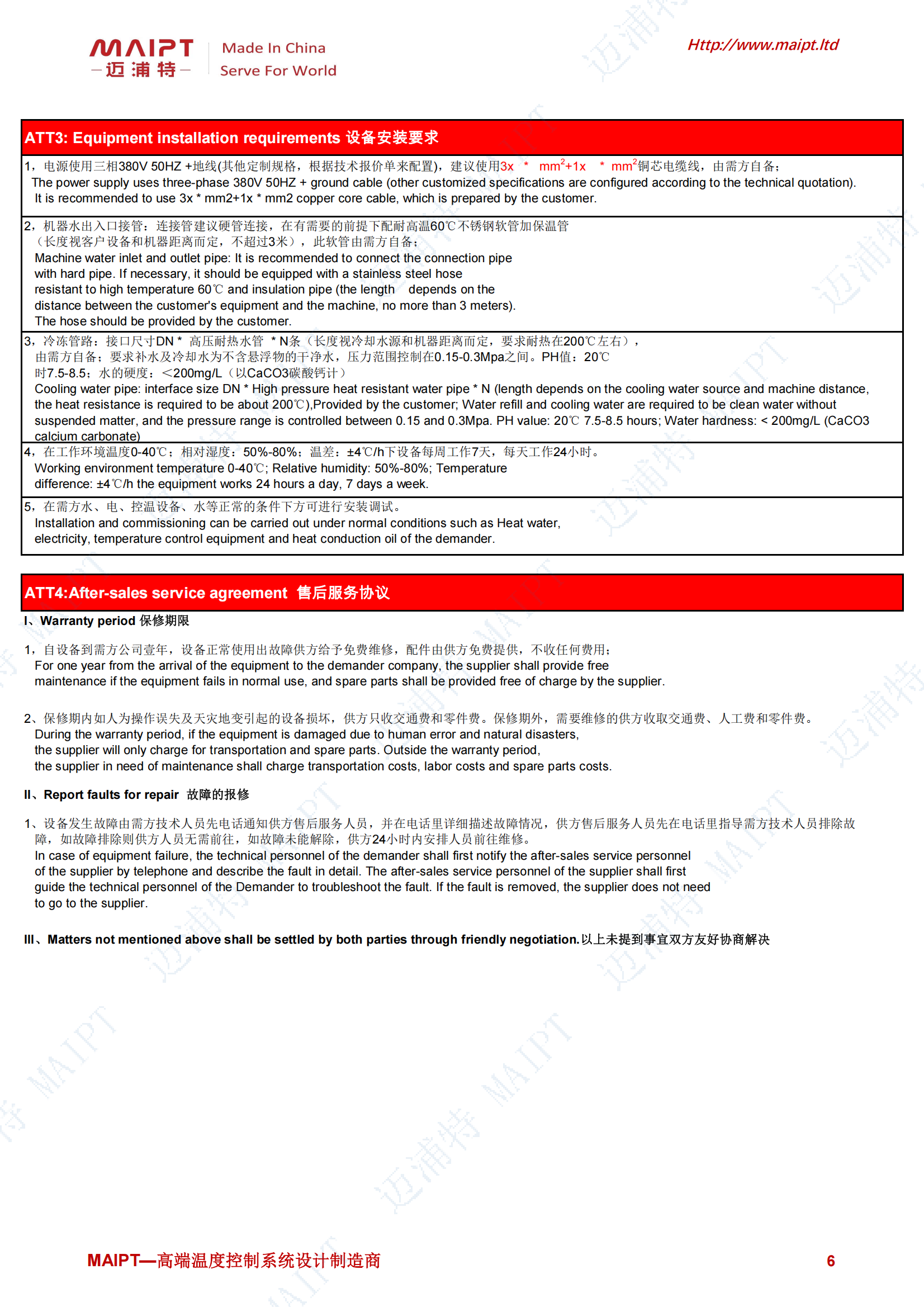
•售后保障:提供1年质保,24小时响应,确保化工产线“零停机”。
典型应用场景
化工行业中,温度控制直接影响反应效率、产品质量及设备寿命,工业冷水机组广泛应用于以下场景:
1. 化学反应过程冷却
•精馏塔/分馏塔:控制塔顶/塔底温度,优化组分分离效率;
•聚合反应釜:防止反应放热导致温度过高,避免物料分解或爆聚;
•氧化/还原反应装置:维持低温环境,减少副反应,提升目标产物纯度。
2. 物料处理与储存
•溶剂回收:冷却冷凝器,将挥发性溶剂(如苯、乙醇)液化回收,降低损耗;
•高温物料冷却:如树脂聚合后、农药中间体制备后的物料降温,便于后续包装或处理;
•危险化学品储存:为储罐(如液氨)提供伴热/冷却,防止超温超压。
3. 公用工程配套
•空调系统:为化工车间控制室、实验室提供恒温环境,保障精密仪器运行;
•循环水冷却:替代传统开式冷却塔,减少水质污染风险,提升循环水利用率。
产品详细描述
1. 核心技术与性能•高效制冷系统:搭载知名品牌螺杆式/涡旋式压缩机,配合高效冷凝器、蒸发器及环保制冷剂(R134a/R410A等),制冷量覆盖50kW-2000kW,低能耗更省成本。
•精准控温能力:配备PLC智能控制系统+高精度温度传感器,支持±1℃的恒温调节,实时监测冷却介质流量、压力、温度,动态调整输出,满足化工反应对温度波动的严苛要求。
•工业级防护设计:
•防爆:针对化工车间易燃易爆环境(如溶剂蒸汽、可燃气体),机身采用防爆接线盒、隔爆电机,杜绝电气火花风险;
•耐腐材质:换热器、管路采用304/316L不锈钢或环氧树脂涂层,抗酸碱盐腐蚀,适应化工腐蚀性介质环境;
•耐高压结构:机组设计压力适配化工高压冷却场景,确保长期稳定运行。
2. 定制化服务
支持根据化工产线需求定制:
•冷却介质(详见技术规格书)、流量(详见技术规格书)、温度(详见技术规格书);
•安装方式(落地式/撬装式/集装箱式),适配车间空间限制;
•功能扩展(如余热回收、远程监控、多机联控),满足智能化工厂需求。
3. 安全与售后
•多重保护:过载、过热、低压/高压、防冻、缺相逆相保护,故障自动报警并停机;
•售后保障:提供1年质保,24小时响应,确保化工产线“零停机”。
典型应用场景
化工行业中,温度控制直接影响反应效率、产品质量及设备寿命,工业冷水机组广泛应用于以下场景:
1. 化学反应过程冷却
•精馏塔/分馏塔:控制塔顶/塔底温度,优化组分分离效率;
•聚合反应釜:防止反应放热导致温度过高,避免物料分解或爆聚;
•氧化/还原反应装置:维持低温环境,减少副反应,提升目标产物纯度。
2. 物料处理与储存
•溶剂回收:冷却冷凝器,将挥发性溶剂(如苯、乙醇)液化回收,降低损耗;
•高温物料冷却:如树脂聚合后、农药中间体制备后的物料降温,便于后续包装或处理;
•危险化学品储存:为储罐(如液氨)提供伴热/冷却,防止超温超压。
3. 公用工程配套
•空调系统:为化工车间控制室、实验室提供恒温环境,保障精密仪器运行;
•循环水冷却:替代传统开式冷却塔,减少水质污染风险,提升循环水利用率。





