







产品详情
【40CR零割加工厂家】
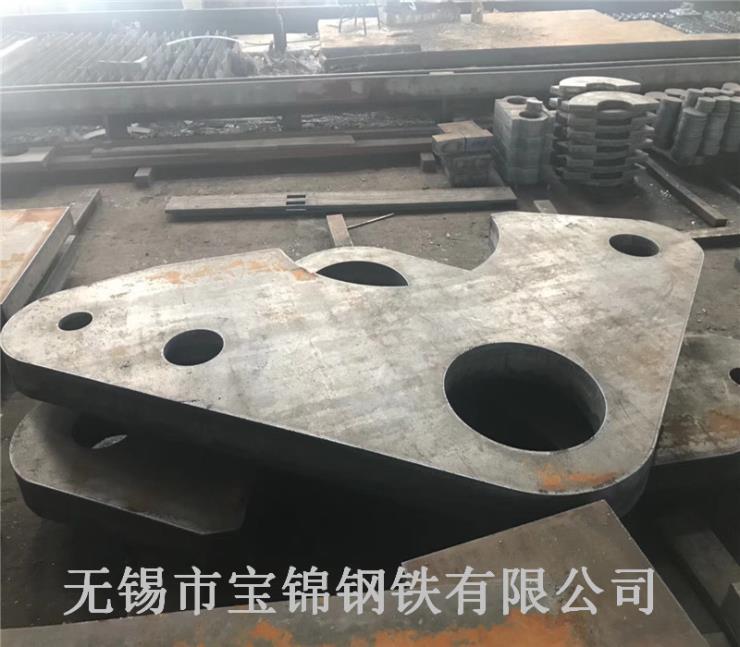
无锡宝锦钢铁有限公司可按客户图纸要求进行6-100mm厚度中厚板和100-700mm特厚钢板现货整板的数控切割零售异型件、方块和矩形件、法兰圆盘、仿形件,外协加工各类机械零部件、模具钢、轴承座、钢结构件及焊接预埋件等。
40cr钢板零割加工厂家 并且稳定性良好,是钢结构工程理想的经济断面型钢,H型钢适用于制造钢结构的柱、梁、桩、衍架等构件,广泛用于工业和民用建筑、桥梁、土木工程、高层建筑、高速公路、地铁、船舶机械设备等,H型钢桩主要用于各种建筑工程的基础钢桩。4、角钢,角钢的特点是在水平和垂直轴线上都具有良好的力学性能。搂截面形状划分有等边角钢、不等边角钢、不等边不等厚角钢(又称L型钢)。边缘的内角均匀圆角,角钢的品种规格是热轧型钢中多的,等边角钢的型号从2号到20号,有20个型号,82种规格,不等边角钢的型号从25/16到20/125,有19个型号,65种规格。
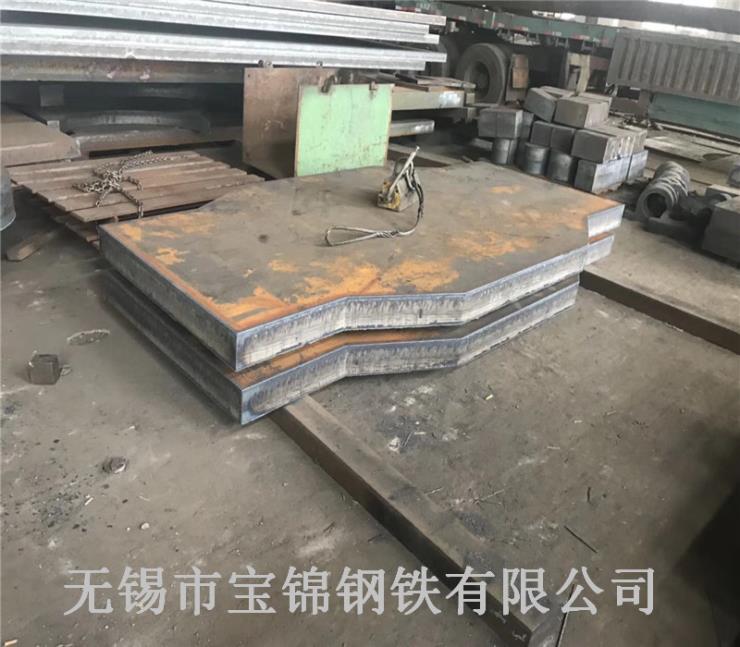
中厚板整板厚度范围6mm、8mm、10mm、12mm、14mm、15mm、16mm、18mm、20mm、22mm、25mm、28mm、30mm、35mm、38mm、40mm、45mm、50mm、55mm、60mm、65mm、70mm、75mm、80mm、85mm、90mm、95mm、100mm) 特厚板整板厚度范围105-700mm105mm、110mm、115mm、120mm、125mm、130mm、135mm、140mm、145mm、150mm、160mm、170mm、180mm、190mm、200mm、210mm、220mm、230mm、240mm、250mm、260mm、270mm、280mm、290mm、300mm、320mm、350mm、380mm、400mm、420mm、450mm、480mm、500mm、550mm、600mm、650mm、700mm) 只需您提供cad图纸或零割下料要求→我们提供钢板整板现货和数控零割下料加工→交给您满意数控零割件!

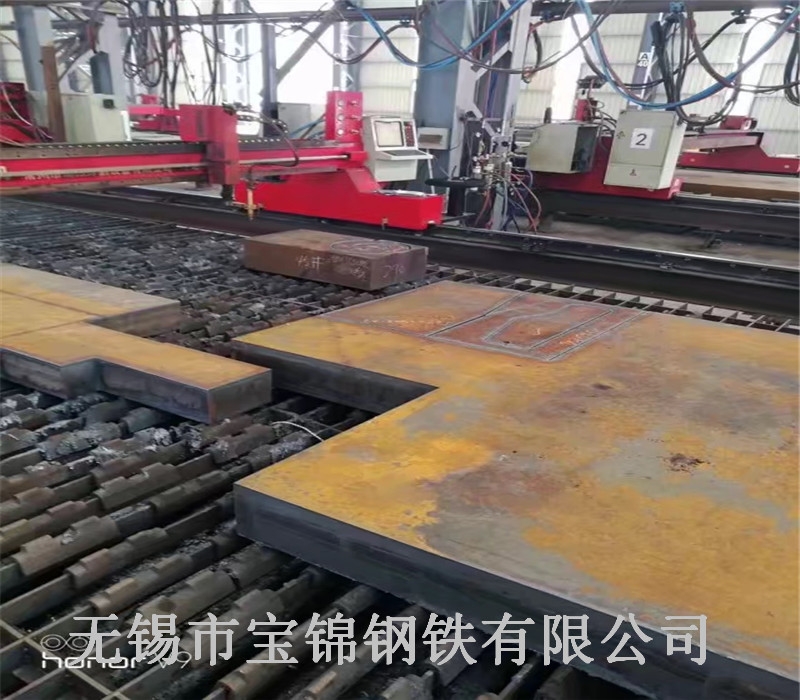
40CR钢板零割加工厂家在选购切割设备的时候还要考虑到板材的常规厚度,虽然薄厚板之间只是厚度上的差异,但是切割设备使用不当的话还是会导致各类切割问题的发生。那目前有没有一种设备是可以保证薄板和厚板切割都实现效果的。经过不断的试验发现,只有轻型龙门数控等离子切割机才有这样的功能。
我们知道,针对薄板一般都是采用等离子切割,才能得到的切割质量。而中厚板的话,则需要使用火焰切割工艺,以保证切割的安全性。也就是说,只要在轻型龙门数控切割机上安装双机头,就可以使等离子切割和火焰切割同时存在,并根据不同的需要灵活转换,这样不管是薄板还是厚板,都能由一台设备进行加工,提高工作效率的同时也减少的成本投入。在缺乏深入了解和全面知识的基础上,用户们对钢板切割的很多方面还存在有误差,特别是在使用的切割工艺和切割设备上。
在一些用户的意识中,就认为等离子切割要优于传统的火焰切割,但事实并非全部如此,只是因为我们在对设备的认识上存在偏差。那这种偏差是怎么造成的呢。原因有很多,比如一方面由于等离子切割机的成本相对比较高;另一方面是因为火焰切割机作业的材料有限制,而等离子切割机在这一块并不存在这样的问题,等等。这些都使得用户片面的认为它的切割质量也会更胜一筹。无论是火焰切割机还是等离子切割机,它本身的精度有多高,用其切割出的零件的精度都会有误差存在,这是切割机的切割工艺所决定了的,所以设备本身的精度并不是非常重要。

火焰切割和等离子切割的结构,钢板切割会变得更加容易方便。数控钢板切割设备中,比较常用的就包括了数控火焰切割机,它是利用火焰对钢板起到切割效果的。正是由于数控技术的运用,设备的自动化程度提高了很多,自动点火功能就是其中的表现之一。那点火环节的自动化,会给切割工作带来哪些改变呢。
钢板在进行切割的时候,首先要对其进行预热,由于产品厚度的不同,预热的时间要求也是有所区别的。而火焰自动点火就可以将可以将预热时间控制在理想的状态下,而且当当重新切割另一个不连续工件时,也不要对火焰进行关闭,只要将切割火焰的气源关闭就可以了。自动控制系统的运用,不会出现电火花损伤零件的现象出现,可见自动点火功能是非常有用的,不仅方便了连续切割,又能提高工作效率。鉴于以上这种种优点,以后应该要加强对这种功能的重视程度。
钢板切割总结如下切割氧的纯度氧气的纯度是影响气割过程和质量的重要因素。氧气纯度低,不但会大大降低切割速度使得切割面粗糙切口下缘沾渣,而且氧气的消耗量也会的增加。切割氧流量切割厚度为MM的钢板时,随着氧流量的增加,切割速度逐渐增大,切割质量提高,但超过某个界限值相对应的值反而降低。
因此,对不同的钢板厚度各自存在一个氧流量值,当处于氧流量值状态切割时,不但切割速度,而且切割效果。切割氧压力随着切割氧压力的提高,氧流量相应增加,因此能够切割的板厚度随之增大。但压力增加到一定值,可切割的厚度也达到值,再增大压力,可切割的厚度反而减小。切割氧压力对切割速度的影响与切割氧流量的原理大致相同。一般情况下,用普通割嘴气割时,在压力较低的情况下,随着压力增加,切割速度也提高,但当压力超过MP以后,切割速度反而下降;再继续加大压力,不但切割速度降低,切口也会变宽,切口断面也会更粗糙。用扩散形割嘴气割时,如果切割氧压力符合割嘴的设计压力,则压力增大时,随着切割氧流的流速和动量的增大,切割速度也会增加。除了以上提到的几点因素外,在气体火焰切割过程中,影响终切割质量的因素还有很多,如预热火焰的功率被切割金属的成分性能表面状态及初始温度等。只有综合多方面因素考虑,才能使得切割效果更加完美。火焰切割作为基础的切割方式,目前在国内应用也是为广泛的一种切割方式,针对火焰切割过程中,如果把握整套切割流程以达到更好的切割质量及效果,被切割件应垫平,以便于散放热量和排除熔渣。决不能放在水泥地上切割,因为水泥地面遇高温后会崩裂。
