

扩散焊(DFW)是将紧密接触的焊件置于真空或气体保护气氛中,并在一定温度和压力下保持一段时间, 使接触界面之间的原子相互扩散而实现可靠连接的一种固相焊接方法。

01
扩散焊原理
扩散焊时,把两个或两个以上的焊件紧压在一起,置于真空或保护气氛中,加热至母材熔点以下某个温度,然后对其施加压力,使其表面的氧化膜破碎。
表面微观凸起处发生塑性变形和高温蠕变而达到紧密接触,激活界面原子之间的扩散,在若干微小区域出现界面间的结合。
再经过一定时间的保温,这些区域进一步通过原子相互扩散不断扩大。当整个连接界面均形成金属键结合时,则完成了扩散焊接过程。
02
扩散焊过程
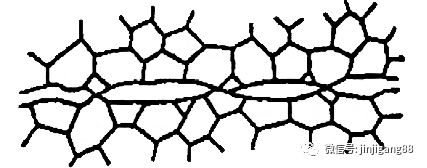
扩散焊焊缝的形成过程可分为以下三个阶段:
第一阶段是变形和交界面形成接触点(屈服和蠕变)——塑形变形,压力持续——接触面积增大,晶料间连接;
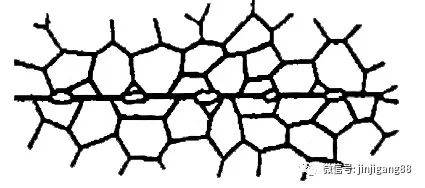
第二阶段是晶界迁移,微孔的收缩和消除;
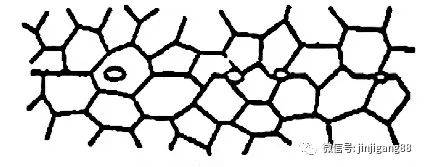
第三个阶段是体积扩散,微孔消除和界面消失;

扩散焊接过程的三个阶段并没有明确的界限,而是相互交叉进行的,甚至有局部重叠,很难准确确定其开始与终止时间。
焊接区域经蠕变、扩散、再结晶等过程而最终形成固态冶金结合,可以形成固溶体及共晶体,有时也可能生成金属间化合物,从而形成可靠的扩散焊。
03
扩散焊分类
根据被焊材料的组合方式和加压方式的不同,扩散焊可以分成:同种材料的扩散焊、异种材料的扩散焊、加中间层的扩散焊、固相扩散焊和液相扩散焊等。
1、同种材料扩散焊
加中间层的两同种金属直接接触的扩散焊。这种类型的扩散焊,一般要求待焊表面制备质量较高,焊接时要求施加较大的压力,焊后接头的成分、组织与母材基本一致。
2、异种材料扩散焊
异种金属或金属与陶瓷、石墨等非会属的扩散焊。
1)膨胀系数不同—结合面上出现热应力;
2)冶金反应—低熔点共晶组织或脆性金属间化合物;
3)扩散焊系数不同—形成扩散焊孔洞;
4)电化学性能不同—出现电化学腐蚀;
3、加中间层扩散焊
当用上述两种方法难以焊接或效果较差时,可在被焊材料之间加入一层金属或合金(称为中间层),这样就可以焊接很多难焊的或冶金上不相容的异种材料,可以焊接熔点很高的同种材料。
4、固相扩散焊
焊接过程中母材和中间层均不发生熔化或产生液相的扩散焊方法。
5、液相扩散焊
指在扩散焊过程中接缝区短时出现微量液相的扩散焊方法,有助于改善扩散焊表面接触情况,允许使用较低的扩散焊压力。
04
扩散焊优点
随着扩散焊机被越来越多的客户朋友们所选用,那么它有哪些优点呢?听听金吉港家人怎么说:
1、扩散焊时因基体不过热、不熔化,可以在不降低焊件性能的情况下焊接几乎所有的金属或非金属;
2、扩散焊接头质量好,其显微组织和性能与母材接近或相同,在焊缝中不存在熔化焊缺陷,也不存在过热组织和热影响;
3、焊件精度高、变形小;
4、可以焊接大断面的接头;
5、可以焊接结构复杂、接头不易接近及厚度相差较大的工件;
6、可以对组装件中几个接头同时焊接。
05
扩散焊缺点
做最诚实的焊接人—下面由金吉港带大家了解下目前扩散焊存大的不可忽视的缺点!
1、焊件表面的制备和装配质量的要求较高,特别对接合表面要求严格。
2、焊接热循环时间长,生产率低。每次焊接快则几分钟,慢则几十小时。对某些金属会引起晶粒长大。
3、设备一次性投资较大,且焊接工件的尺寸受到设备的限制,无法进行连续式批量生产。
4、接头连接质量的无损检测手段尚不完善。
06
应用领域
扩散焊应用领域:
扩散焊特别适用于要求真空密封,要求接头与母材等强度,要求无变形的小零件。它是制造真空密封、耐热、耐振和不变形接头的唯一方法,因此在航空航天、电子和核工业生产中得到广泛的应用。
在电真空设备中金属与非金属的焊接,切削刀具中硬质合金、陶瓷、高速钢与碳钢的焊接,都有采用扩散焊接的方法。

【金吉港高分子扩散焊铝焊机】
01
扩散焊原理
扩散焊时,把两个或两个以上的焊件紧压在一起,置于真空或保护气氛中,加热至母材熔点以下某个温度,然后对其施加压力,使其表面的氧化膜破碎。
表面微观凸起处发生塑性变形和高温蠕变而达到紧密接触,激活界面原子之间的扩散,在若干微小区域出现界面间的结合。
再经过一定时间的保温,这些区域进一步通过原子相互扩散不断扩大。当整个连接界面均形成金属键结合时,则完成了扩散焊接过程。
02
扩散焊过程
扩散焊焊缝的形成过程可分为以下三个阶段:
第一阶段是变形和交界面形成接触点(屈服和蠕变)——塑形变形,压力持续——接触面积增大,晶料间连接;
第二阶段是晶界迁移,微孔的收缩和消除;
第三个阶段是体积扩散,微孔消除和界面消失;
扩散焊接过程的三个阶段并没有明确的界限,而是相互交叉进行的,甚至有局部重叠,很难准确确定其开始与终止时间。
焊接区域经蠕变、扩散、再结晶等过程而最终形成固态冶金结合,可以形成固溶体及共晶体,有时也可能生成金属间化合物,从而形成可靠的扩散焊。
03
扩散焊分类
根据被焊材料的组合方式和加压方式的不同,扩散焊可以分成:同种材料的扩散焊、异种材料的扩散焊、加中间层的扩散焊、固相扩散焊和液相扩散焊等。
1、同种材料扩散焊
加中间层的两同种金属直接接触的扩散焊。这种类型的扩散焊,一般要求待焊表面制备质量较高,焊接时要求施加较大的压力,焊后接头的成分、组织与母材基本一致。
2、异种材料扩散焊
异种金属或金属与陶瓷、石墨等非会属的扩散焊。
1)膨胀系数不同—结合面上出现热应力;
2)冶金反应—低熔点共晶组织或脆性金属间化合物;
3)扩散焊系数不同—形成扩散焊孔洞;
4)电化学性能不同—出现电化学腐蚀;
3、加中间层扩散焊
当用上述两种方法难以焊接或效果较差时,可在被焊材料之间加入一层金属或合金(称为中间层),这样就可以焊接很多难焊的或冶金上不相容的异种材料,可以焊接熔点很高的同种材料。
4、固相扩散焊
焊接过程中母材和中间层均不发生熔化或产生液相的扩散焊方法。
5、液相扩散焊
指在扩散焊过程中接缝区短时出现微量液相的扩散焊方法,有助于改善扩散焊表面接触情况,允许使用较低的扩散焊压力。
04
扩散焊优点
随着扩散焊机被越来越多的客户朋友们所选用,那么它有哪些优点呢?听听金吉港家人怎么说:
1、扩散焊时因基体不过热、不熔化,可以在不降低焊件性能的情况下焊接几乎所有的金属或非金属;
2、扩散焊接头质量好,其显微组织和性能与母材接近或相同,在焊缝中不存在熔化焊缺陷,也不存在过热组织和热影响;
3、焊件精度高、变形小;
4、可以焊接大断面的接头;
5、可以焊接结构复杂、接头不易接近及厚度相差较大的工件;
6、可以对组装件中几个接头同时焊接。
05
扩散焊缺点
做最诚实的焊接人—下面由金吉港带大家了解下目前扩散焊存大的不可忽视的缺点!
1、焊件表面的制备和装配质量的要求较高,特别对接合表面要求严格。
2、焊接热循环时间长,生产率低。每次焊接快则几分钟,慢则几十小时。对某些金属会引起晶粒长大。
3、设备一次性投资较大,且焊接工件的尺寸受到设备的限制,无法进行连续式批量生产。
4、接头连接质量的无损检测手段尚不完善。
06
应用领域
扩散焊应用领域:
扩散焊特别适用于要求真空密封,要求接头与母材等强度,要求无变形的小零件。它是制造真空密封、耐热、耐振和不变形接头的唯一方法,因此在航空航天、电子和核工业生产中得到广泛的应用。
在电真空设备中金属与非金属的焊接,切削刀具中硬质合金、陶瓷、高速钢与碳钢的焊接,都有采用扩散焊接的方法。
特别声明:以上内容(如有图片或视频亦包括在内)为自媒体平台“机电号”用户上传并发布,本平台仅提供信息存储服务
Notice: The content above (including the pictures and videos if any) is uploaded and posted by a user of JDZJ Hao, which is a social media platform and only provides information storage services.
/企业主营产品/




/阅读下一篇/

































