















产品详情
1、紫铜的气焊
紫铜气焊的接头形式以对接为。因清除焊件缝隙中的熔渣、残留焊缝很困难,尽量不采用搭接、角接、T接。
气焊5mm以上厚度的紫铜板时要开坡口。
紫铜气焊时,常采用SCu-1(丝202)、SCu-2(丝201)焊丝及铜焊粉。
紫铜气焊时要预热,薄板、小尺寸焊件的预热温度为400~500℃,厚度、体积比较大的焊件,预热温度为600~700℃。
紫铜气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。
紫铜气焊时,采用比较快的速度单面、单层焊,即使比较厚的焊件,也不要采用过多的焊接层数,因为多次焊接加热容易引起热影响区晶粒长大,且增大焊接变形量。焊接过程中偶尔中断时,焊枪应缓慢地离开熔池,防止焊缝突然冷却而产生裂缝、气孔等缺陷。
为获得细晶粒、高韧性的紫铜焊接接头,焊后可以对紫铜件进行锤击及局部、整体退火处理。
残留在焊缝表面及附近两侧的熔渣、焊粉会引起焊接接头的腐蚀,所以要在焊后的3~6小时内,仔细地清洗掉。
紫铜的钨极氩弧焊
紫铜的钨极氩弧焊操作灵活方便,焊接变形小,接头质量高,因此特别适用于中、薄板紫铜结构的焊接。
紫铜氩弧焊用的焊丝有SCu-2(丝201)、SCu-1(丝202)铜焊丝,SCuSi硅青铜焊丝,锡磷青铜丝(QSn4-0.3)。对于焊接质量不高的产品,也可用不含脱氧元素的普通紫铜丝,但需添加气剂301铜焊粉。
在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好氩气流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊枪喷嘴与焊件距离约在8~15mm之间。
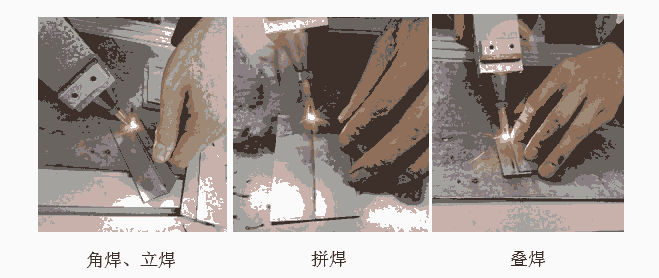
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80°,角接焊时则为35~45°。焊丝与焊件间的夹角为10~20°。
钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。
焊丝送进过程中,应严防触及钨极。如发现熔池中混入较多杂质时,应停止再填丝,并将电弧适当拉长,用焊丝挑去熔池表面的杂质。
若在装配好的接头中发现局部处有较大的间隙时,应快速地向熔池中添加焊丝,然后移动焊炬。
紫铜激光焊接、




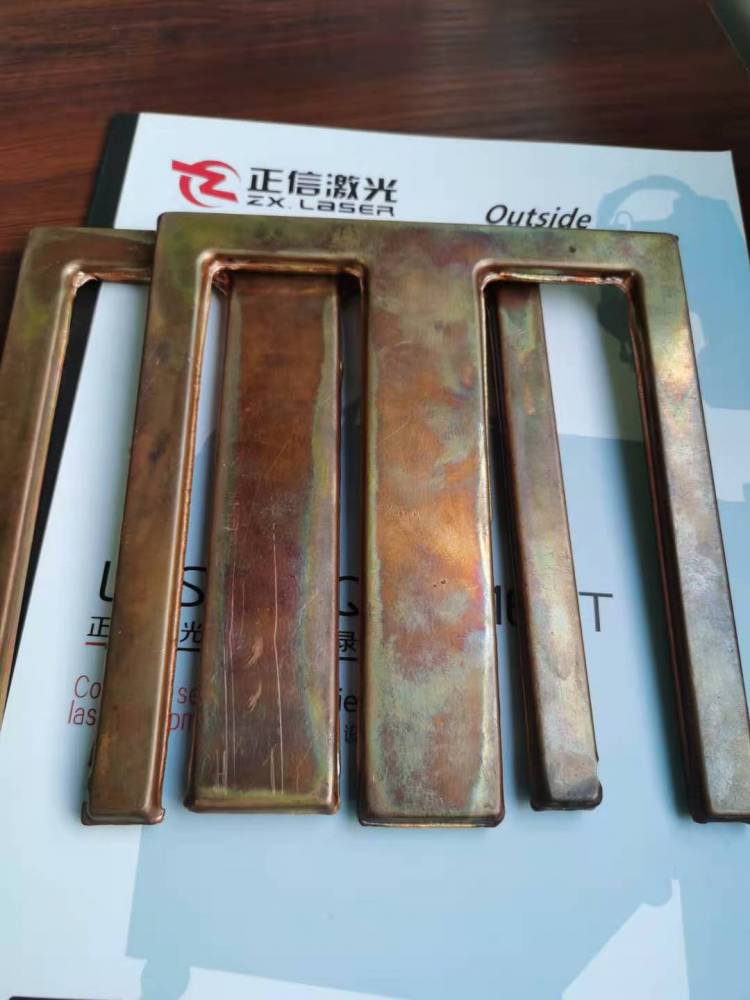


焊接产品特点
减少虚焊
有自动网压补偿功能,极大的减少虚焊和炸火现象。
减少对工件的损耗
焊接时间短,电流通过焊点的通电时间“几个毫秒——几十毫秒”,产生的热能不会传递到焊点的周围,减少了对工件或工件周边的损耗。
焊点好
焊点小,焊接牢固,氧化小,不发黑
我们的优势
1、我司具有国内企业所不具备的焊接工艺技术;
DBMZ液晶显示系列逆变式电阻焊电源的特点:
1、直流输出,焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件等缺点,热量集中,对有色金属材料和一些难焊材料的焊接特别适合,焊接质量稳定,焊点质量高,其次,电极寿命获得更大的延长。
2、具有抗冲击性、震动的刚性,防止加压时电极头电极头滑动,从而实现稳定的焊接过程。
3、由微控制器(MCU)控制,具有电流、电压、功率监控功能。
4、逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。/5、 具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。/5逆变桥电流失常自动关断,增强系统保护。
5、 三段加热设定,带电流缓升缓降功能,时间宽范围设定(0-250ms或0-1s),适用复杂焊接过程需要。
6、20组参数储存,方便多种焊接品种使用。
7、240x128 LCD显示,同时显示多种内容。
10、较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。
11、数据存储采用EEPROM,无电池寿命问题。
12、 响应速度快。由于采用了较高的逆变频率(4kHz、1kHz),具体型号机器的逆变频率可查阅表1。通电时间控制周期为0.25ms或1ms,比通常交流焊机的20ms提高80或20倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
